
Салттуу кытай чөп косметикасын экстракциялоо индустриясына ылайыктуу кичинекей кол менен Джек фильтрдик пресс






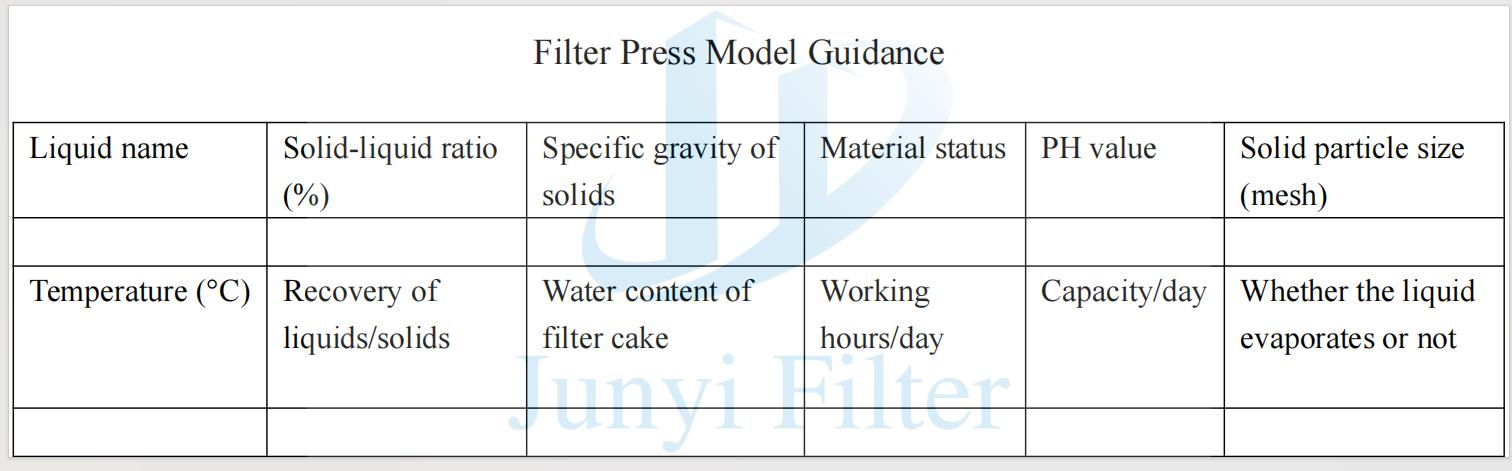
а.Фильтрация басымы<0,5Мпа
б.Фильтрация температурасы: 45℃/ бөлмө температурасы;80 ℃ / жогорку температура;100℃/ Жогорку температура.ар кандай температура өндүрүш чыпкасы плиталардын чийки зат катышы бирдей эмес, чыпкасы плиталардын жоондугу бирдей эмес.
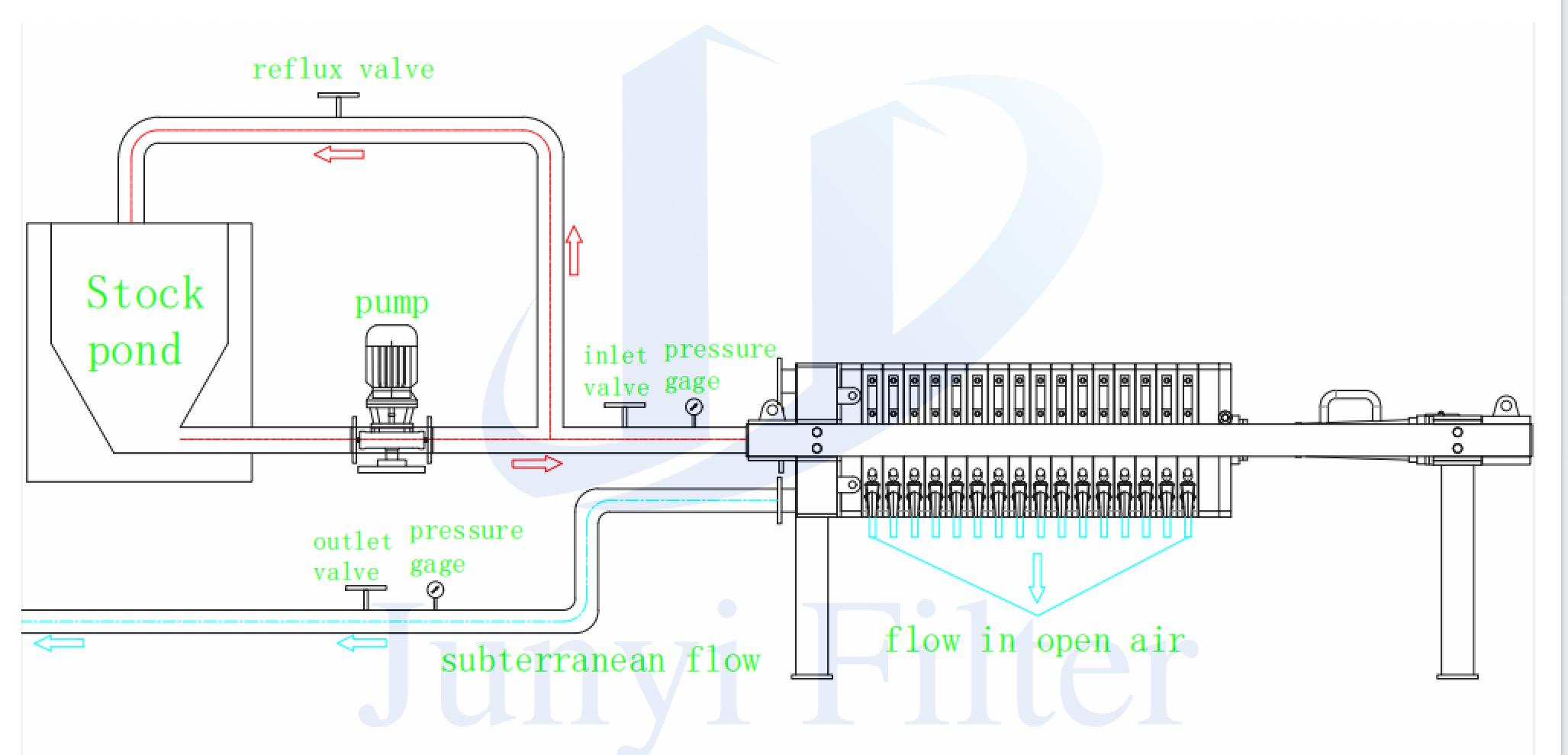
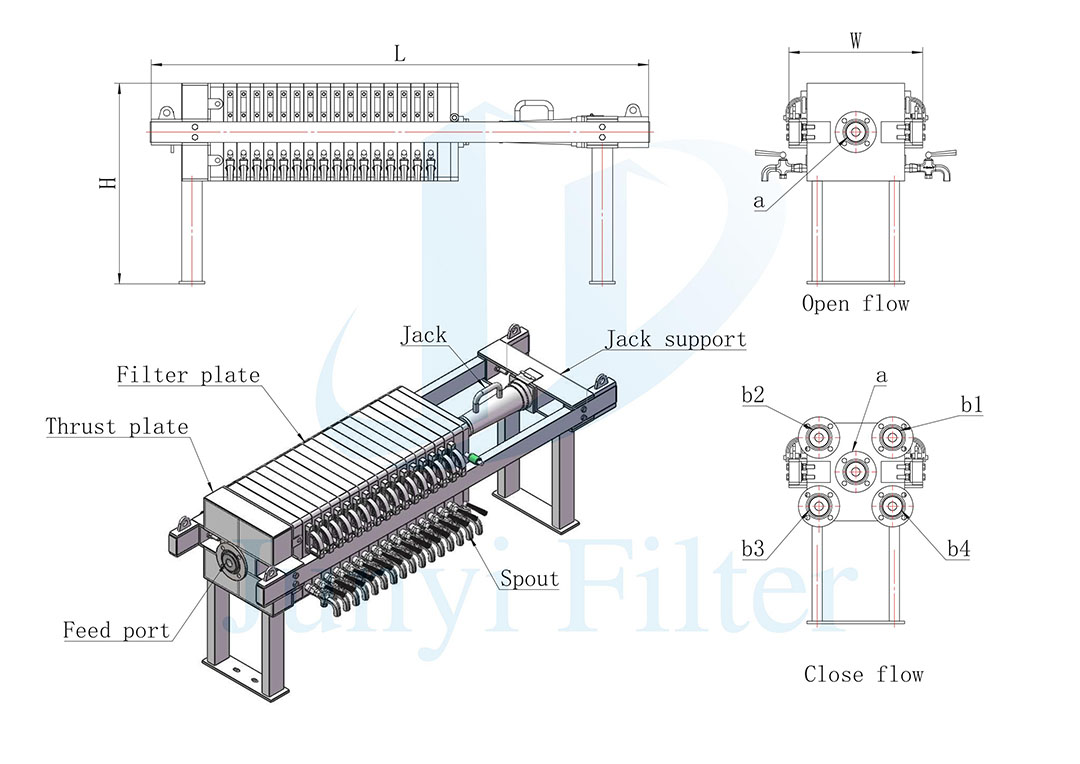
с-1.Агызып чыгаруу ыкмасы - ачык агым: Крандарды ар бир чыпкалоо пластинкасынын сол жана оң жагына, ошондой эле шайкеш раковинаны орнотуу керек.Ачык агым калыбына келтирилбеген суюктуктар үчүн колдонулат.
с-2.Суюктуктарды чыгаруу ыкмасы жакын агым: чыпкалоочу пресстин азыктандыруусунун аягында суюктукту калыбына келтирүүчү резервуар менен туташтырылган эки жакын агып чыгуучу негизги түтүк бар.Эгерде суюктукту калыбына келтирүү керек болсо, же суюктук учуучу, жыттуу, күйүүчү жана жарылуучу болсо, кара агым колдонулат.
d-1.Чыпка кездемесинин материалын тандоо: суюктуктун рН чыпка кездемесинин материалын аныктайт.PH1-5 кислоталуу полиэстер чыпкасы кездеме, PH8-14 щелочтуу полипропилен чыпкасы кездеме.Илешкектүү суюктук же катуу чыпка чыпкасын тандоо үчүн, ал эми илешкек эмес суюктук же катуу чыпкалуу чыпкалуу кездеме тандалат.
d-2.чыпка кездеме сетка тандоо: суюктук бөлүнөт, жана тиешелүү тор саны ар кандай катуу бөлүкчөлөрдүн өлчөмдөрү үчүн тандалып алынган.чыпка кездеме сетка диапазону 100-1000 тор.Микронду торго которуу (1UM = 15 000 сетка --- теорияда).
д.Rack беттик дарылоо: PH мааниси нейтралдуу же алсыз кислота негизи;Фильтр пресстин рамкасынын бети адегенде кум менен чачылат, андан кийин праймер жана коррозияга каршы боек менен чачылат.PH мааниси күчтүү кислота же күчтүү щелочтуу, чыпкалоочу пресстин рамкасынын бети кум менен чачылат, праймер менен чачылат жана бети дат баспас болоттон жасалган же РР плитасы менен оролот.
Тамактануу процесси
Колдонмо тармактары
Нефть, химия, фармацевтика, кант, тамак-аш, көмүр жуугуч, май, полиграфия жана боёо, сыра кайнатуу, керамика, тоо-кен металлургиясы, канализация жана башка тармактарда.
Чыпка басуу операциясынын спецификациясы
1. Процесстин талаптарына ылайык, түтүктү туташтыруу жана сууга кирүү тестин жүргүзүү, түтүктүн аба өтпөгөндүгүн аныктоо.
2. Кирүүчү кубат менен камсыздоону туташтыруу үчүн (3 фаза + нейтралдуу), электр башкаруу шкафы үчүн жерге зымды колдонуу жакшы.
3. Башкаруу кабинети менен курчап турган жабдуулардын ортосундагы байланыш.Кээ бир зымдар туташтырылган.Башкаруу кабинетинин чыгыш линиясынын терминалдары этикеткаланган.Зымдарды текшерүү жана аны туташтыруу үчүн схемага кайрылыңыз.Бекитилген терминалда боштук бар болсо, кайра компресс.
4. Гидравликалык станцияны 46 # гидравликалык май менен толтуруңуз, гидравликалык май резервуарды байкоо терезесинде көрүлүшү керек.Фильтр пресс 240 саат бою үзгүлтүксүз иштесе, гидравликалык майды алмаштырыңыз же чыпкалаңыз.
5. Цилиндрдин манометрин орнотуу.Орнотуу учурунда кол менен айланбоо үчүн ачкычты колдонуңуз.Манометр менен май цилиндринин ортосундагы байланышта O-шакекти колдонуңуз.
6. Май цилиндри биринчи жолу иштегенде гидростанциянын моторун саат жебеси боюнча (мотордо көрсөтүлгөн) айлантуу керек.Мунай цилиндри алдыга түртүлгөндө, манометрдин базасы абаны чыгарып, мунай цилиндрин бир нече жолу алдыга жана артка түртүп туруу керек (манометрдин жогорку чеги басымы 10Mpa) жана бир эле учурда абаны чыгаруу керек.
7. чыпка пресс биринчи жолу иштейт, тиешелүүлүгүнө жараша ар кандай милдеттерди иштетүү үчүн башкаруу кабинетинин кол абалын тандоо;Функциялар нормалдуу болгондон кийин, сиз автоматтык абалды тандай аласыз.
8. Чыпкалоочу чүпүрөктү орнотуу.Фильтрдик прессти сыноодон өткөрүүдө чыпкалоочу пластинка алдын ала чыпкалуу кездеме менен жабдылышы керек.Фильтр чүпүрөктү чыпкалоочу пластинкага орнотуңуз, чыпка чүпүрөк жалпак болушун жана эч кандай бүктөлгөн жери же бири-бирин кайталаган жерлери жок экенин текшериңиз.Чыпка чүпүрөк жалпак болушун камсыз кылуу үчүн чыпка пластинасын кол менен түртүңүз.
9. Фильтр прессти иштетүүдө авария болуп калса, оператор авариялык токтотуу баскычын басат же авариялык жипти тартат.
Тиешелүү өнүмдөр
-

Чакан кол менен Jack чыпка басуу
✧ Продукт өзгөчөлүктөрү A、Фльтрация басымы<0,5Мпа B、Фльтрация температурасы:45℃/ бөлмө температурасы;80 ℃ / жогорку температура;100℃/ Жогорку температура.ар кандай температура өндүрүш чыпкасы плиталардын чийки зат катышы бирдей эмес, чыпкасы плиталардын жоондугу бирдей эмес.C-1、Агызып чыгаруу ыкмасы – ачык агым: крандар ар бир чыпкалоо пластинкасынын сол жана оң жагына жана дал келген раковинага орнотулушу керек.Ачык агым колдонулат...
-

Толугу менен автоматтык гидравликалык чыпка Пресс
✧ Продукт өзгөчөлүктөрү A、Фльтрация басымы<0,5Мпа B、Фльтрация температурасы:45℃/ бөлмө температурасы;80 ℃ / жогорку температура;100℃/ Жогорку температура.ар кандай температура өндүрүш чыпкасы плиталардын чийки зат катышы бирдей эмес, чыпкасы плиталардын жоондугу бирдей эмес.C-1、Агызып чыгаруу ыкмасы – ачык агым: крандар ар бир чыпкалоо пластинкасынын сол жана оң жагына жана дал келген раковинага орнотулушу керек.Ачык агым колдонулат...
-

Factory Supply Автоматтык камера чыпкасы Пресс F...
✧ Продукт өзгөчөлүктөрү A. Фильтрация басымы<0,5Мпа B. Фильтрация температурасы: 45℃/ бөлмө температурасы;80 ℃ / жогорку температура;100℃/ Жогорку температура.ар кандай температура өндүрүш чыпкасы плиталардын чийки зат катышы бирдей эмес, чыпкасы плиталардын жоондугу бирдей эмес.C-1.Агызып чыгаруу ыкмасы - ачык агым: Крандарды ар бир чыпкалоо пластинкасынын сол жана оң жагына, ошондой эле шайкеш раковинаны орнотуу керек.Ачык агым колдонулат...
-

Автоматтык май чыпкасы пресс машинасы тамак майы ...
✧ Продукт өзгөчөлүктөрү A. Фильтрация басымы<0,5Мпа B. Фильтрация температурасы: 45℃/ бөлмө температурасы;80 ℃ / жогорку температура;100℃/ Жогорку температура.ар кандай температура өндүрүш чыпкасы плиталардын чийки зат катышы бирдей эмес, чыпкасы плиталардын жоондугу бирдей эмес.C-1.Агызып чыгаруу ыкмасы - ачык агым: Крандарды ар бир чыпкалоо пластинкасынын сол жана оң жагына, ошондой эле шайкеш раковинаны орнотуу керек.Ачык агым ... үчүн колдонулат.
-

Кол менен цилиндр кысуу камера чыпкасы пресс
✧ Продукт өзгөчөлүктөрү A. Фильтрация басымы<0,5Мпа B. Фильтрация температурасы: 45℃/ бөлмө температурасы;80 ℃ / жогорку температура;100℃/ Жогорку температура.ар кандай температура өндүрүш чыпкасы плиталардын чийки зат катышы бирдей эмес, чыпкасы плиталардын жоондугу бирдей эмес.C-1.Агызып чыгаруу ыкмасы - ачык агым: Крандарды ар бир чыпкалоо пластинкасынын сол жана оң жагына, ошондой эле шайкеш раковинаны орнотуу керек.Ачык агым ... үчүн колдонулат.
-

Механикалык кысуу чыпкасы пресс
✧ Продукт өзгөчөлүктөрү A. Фильтрация басымы<0,5Мпа B. Фильтрация температурасы: 45℃/ бөлмө температурасы;80 ℃ / жогорку температура;100℃/ Жогорку температура.ар кандай температура өндүрүш чыпкасы плиталардын чийки зат катышы бирдей эмес, чыпкасы плиталардын жоондугу бирдей эмес.C-1.Агызып чыгаруу ыкмасы - ачык агым: Крандарды ар бир чыпкалоо пластинкасынын сол жана оң жагына, ошондой эле шайкеш раковинаны орнотуу керек.Ачык агым ... үчүн колдонулат.





