
Автоматтык чыпкалоочу пресс жеткирүүчүсү





✧ Продукциянын өзгөчөлүктөрү
А,Фильтрация басымы:0.6Mpa----1.0Mpa----1.3Mpa-----1.6mpa (тандоо үчүн)
Б,Фильтрация температурасы:45℃/ бөлмө температурасы; 80℃/ жогорку температура; 100℃/ Жогорку температура.Ар кандай температурадагы өндүрүш чыпка плиталарынын чийки зат катышы бирдей эмес, ал эми чыпка плиталарынын калыңдыгы да бирдей эмес.
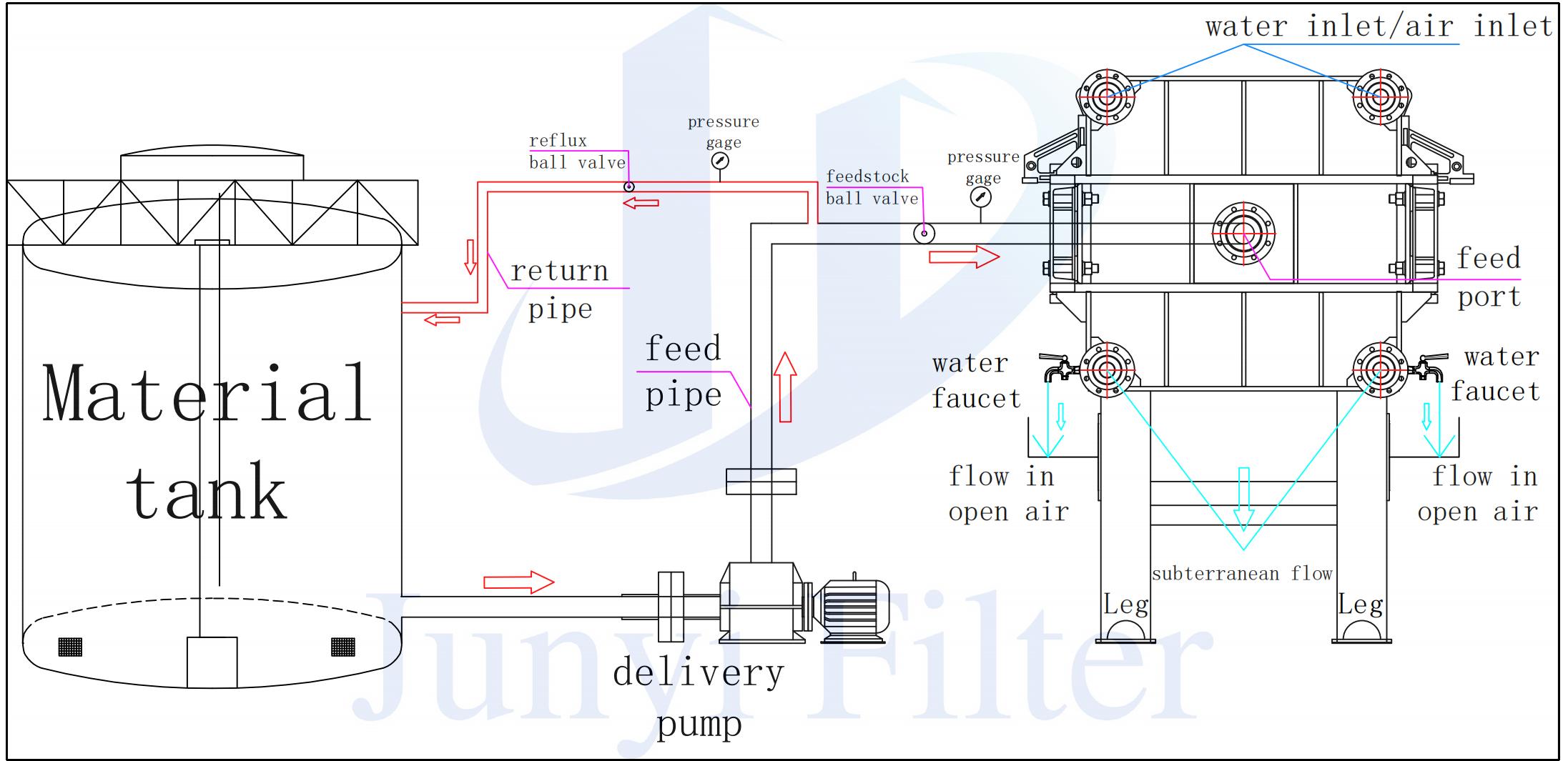
C-1,Агызып жиберүү ыкмасы - ачык агым: Ар бир чыпка пластинасынын сол жана оң капталдарынын астына крандар жана дал келген раковина орнотулушу керек. Ачык агымдуу суюктуктар кайра иштетилбей калганда колдонулат.
C-2,Суюктукту агызуу ыкмасы - cутулууфлопw:Фильтр прессинин берүү учунун астында фильтратты калыбына келтирүү цистернасына туташкан эки жакын агымдуу чыгуучу негизги түтүк бар. Эгерде суюктукту калыбына келтирүү керек болсо же суюктук учма, жыттуу, тез күйүүчү жана жарылуучу болсо, жакын агым жакшыраак.
D-1,Фильтр кездемесинин материалын тандоо: Суюктуктун рН мааниси чыпка кездемесинин материалын аныктайт. PH1-5 - кислоталуу полиэстер чыпка кездемеси, PH8-14 - щелочтуу полипропилен чыпка кездемеси. Илешкек суюктук же катуу зат үчүн саргыч чыпка кездемеси, ал эми илешкек эмес суюктук же катуу зат үчүн жөнөкөй чыпка кездемеси тандалышы керек.
D-2,Чыпка кездеме торчосун тандоо: Суюктук бөлүнүп, ар кандай катуу бөлүкчөлөрдүн өлчөмдөрү үчүн тиешелүү торчо номери тандалат. Чыпка кездеме торчосунун диапазону 100-1000 торчо. Микрондон торчого конвертациялоо (теория боюнча 1UM = 15000 торчо).
E,Стеллаждын бетин иштетүү:Эгерде рН мааниси нейтралдуу же алсыз кислоталык негиз болсо, чыпка прессинин устунунун бети алгач кум менен тазаланат, андан кийин праймер жана коррозияга каршы боёк менен чачылат. Эгерде рН мааниси күчтүү кислота же күчтүү щелочтуу болсо, чыпка прессинин алкагынын бети кум менен тазаланат, праймер менен чачылат жана дат баспас болот же PP плитасы менен оролуп калат.
Ф,Фильтрленген торт жуу: Катуу заттарды калыбына келтирүү керек болгондо, чыпка торту күчтүү кычкылдуу же щелочтуу болот; чыпка тортун суу менен жууш керек болгондо, жуу ыкмасы жөнүндө сурап билүү үчүн электрондук кат жөнөтүңүз.
Г,Фильтр прессин азыктандыруучу насосту тандоо:Суюктуктун катуу-суюктук катышы, кычкылдуулугу, температурасы жана мүнөздөмөлөрү ар башка, ошондуктан ар кандай азыктандыруучу насостор талап кылынат. Сурап билүү үчүн электрондук почтага кайрылыңыз.




✧ Тамактандыруу процесси
✧ Колдонмо тармактары
Ал мунай, химиялык, боёк, металлургия, фармацевтика, тамак-аш, көмүр жуу, органикалык эмес туз, спирт, химиялык, металлургия, фармацевтика, жеңил өнөр жай, көмүр, тамак-аш, текстиль, айлана-чөйрөнү коргоо, энергетика жана башка тармактарда катуу-суюктук бөлүү процессинде кеңири колдонулат.
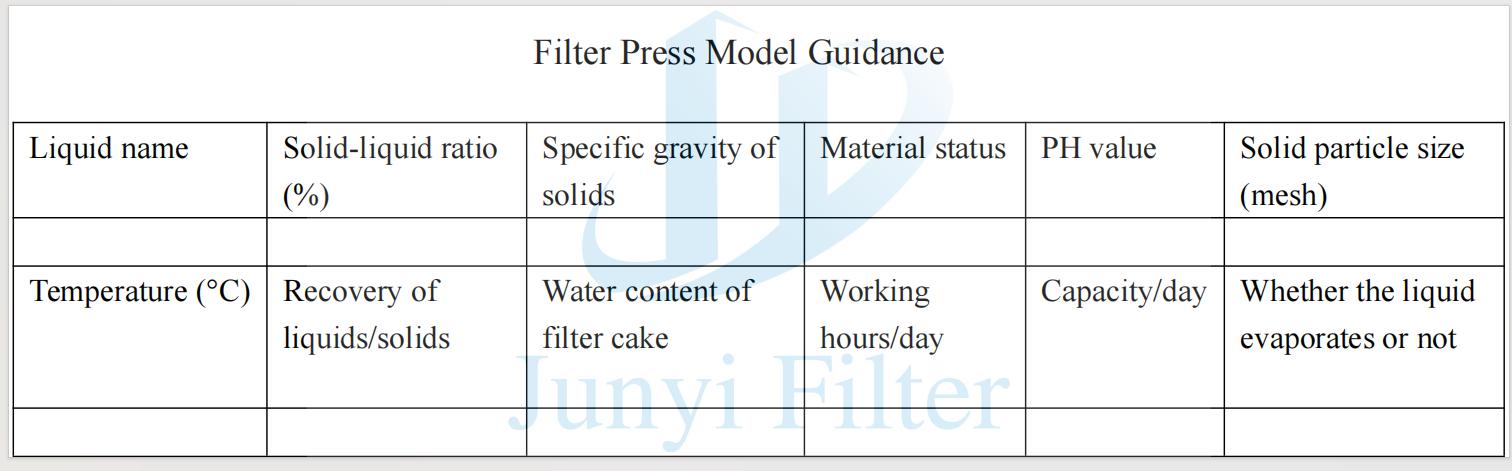
✧ Чыпкалоочу прессти заказ кылуу боюнча көрсөтмөлөр
1. Фильтр прессин тандоо боюнча колдонмону, фильтр прессине сереп салууну, мүнөздөмөлөрдү жана моделдерди караңыз, тандаңызмодели жана колдоочу жабдуулар муктаждыктарга ылайыкташтырылган.
Мисалы: Фильтрленген торт жуулганбы же жокпу, фильтрат ачыкпы (агым көрүнүп турат) же жабыкпы (агым көрүнбөйт),стеллаж коррозияга туруктуубу же жокпу, иштөө режими ж.б. көрсөтүлүшү кереккелишим.
2. Кардарлардын өзгөчө муктаждыктарына ылайык, биздин компания долбоорлоп жана өндүрө алатстандарттуу эмес моделдер же жекече жасалган буюмдар.
3. Бул документте берилген продукт сүрөттөрү маалымат үчүн гана берилген. Өзгөртүүлөр болгон учурда, бизэч кандай эскертүү бербейт жана чыныгы буйрук күчүндө болот.
✧ Фильтр прессин колдонуу талаптары
1. Процесстин талаптарына ылайык, түтүктү туташтыруу жана суу кирүүчү жерди текшерүү, түтүктүн аба өткөрбөй тургандыгын аныктоо;
2. Кирүүчү кубат булагын (3 фаза + нейтралдуу) туташтыруу үчүн электр башкаруу шкафы үчүн жерге туташтыруучу зымын колдонгон жакшы;
3. Башкаруу шкафы менен анын айланасындагы жабдуулардын ортосундагы байланыш. Айрым зымдар туташтырылган. Башкаруу шкафынын чыгуучу линиясынын терминалдары белгиленген. Зымдарды текшерүү жана туташтыруу үчүн схеманы караңыз. Эгерде бекитилген терминалда кандайдыр бир боштук болсо, кайра кысыңыз;
4. Гидравликалык станцияны 46 # гидравликалык май менен толтуруңуз, гидравликалык май резервуардын байкоо терезесинен көрүнүшү керек. Эгерде чыпкалоочу пресс 240 саат бою тынымсыз иштесе, гидравликалык майды алмаштырыңыз же чыпкалаңыз;
5. Цилиндрдин басым өлчөгүчүн орнотуу. Орнотуу учурунда кол менен айландырбоо үчүн ачкычты колдонуңуз. Басым өлчөгүч менен май цилиндринин ортосундагы туташуу жерине О-шакекчесин колдонуңуз;
6. Май цилиндри биринчи жолу иштегенде, гидравликалык станциянын моторун саат жебеси боюнча айландыруу керек (мотордо көрсөтүлгөн). Май цилиндри алдыга түртүлгөндө, басым өлчөгүчтүн негизи абаны чыгарып, май цилиндрин кайра-кайра алдыга жана артка түртүп (басым өлчөгүчтүн жогорку чеги басымы 10 МПа), ошондой эле абаны бир убакта чыгарып салуу керек;
7. Чыпка пресси биринчи жолу иштеп жатат, ар кандай функцияларды иштетүү үчүн башкаруу шкафынын кол менен башкарылуучу абалын тандаңыз; Функциялар кадимкидей болгондон кийин, сиз автоматтык абалды тандай аласыз;
8. Чыпка кездемесин орнотуу. Чыпка прессин сыноо учурунда чыпка пластинасы алдын ала чыпка кездемеси менен жабдылууга тийиш. Чыпка кездемеси тегиз жана бырыштар же кабатташуулар жок экенине ынануу үчүн чыпка кездемесин чыпка пластинасына орнотуңуз. Чыпка кездемеси тегиз экенине ынануу үчүн чыпка пластинасын кол менен түртүңүз.
9. Фильтр прессинин иштеши учурунда, эгерде кырсык болсо, оператор авариялык токтотуу баскычын басат же авариялык арканды тартат;
✧Негизги мүчүлүштүктөр жана аларды жоюу ыкмалары
| Кемчилик көрүнүшү | Кемчилик принциби | Кыйынчылыктарды чечүү |
| Гидравликалык системада катуу ызы-чуу же туруксуз басым | 1. Май насосу бош же май соргуч түтүк бүтөлүп калган. | Мунай куюучу бактарды май куюу, соргуч түтүктүн агып кетишин чечүү |
| 2, чыпка пластинасынын пломбалоочу бети ар кандай заттар менен тыгылып калган. | Таза пломбалоочу беттер | |
| 3, май контурундагы аба | Чыгаруучу аба | |
| 4, мунай насосу бузулган же эскирген | Алмаштыруу же оңдоо | |
| 5, рельеф клапаны туруксуз | Алмаштыруу же оңдоо | |
| 6, Түтүктүн титирөөсү | Тартуу же күчөтүү | |
| Гидравликалык системада басым жетишсиз же такыр жок | 1, мунай насосунун бузулушу | Алмаштыруу же оңдоо |
| кайра калибрлөө | |
| 3. Майдын илешкектүүлүгү өтө төмөн | Майды алмаштыруу | |
| 4. Май насосунун системасында агып кетүү бар | Текшерүүдөн кийин оңдоо | |
| Кысуу учурунда цилиндрдин басымы жетишсиз | 1, бузулган же тыгылып калган жогорку басымды басуучу клапан | Алмаштыруу же оңдоо |
| 2, бузулган тескери клапан | Алмаштыруу же оңдоо | |
| 3, чоң поршень пломбасы бузулган | алмаштыруу | |
| 4, кичинекей поршень "0" мөөрү бузулган | алмаштыруу | |
| 5, май насосу бузулган | Алмаштыруу же оңдоо | |
| 6, басым туура эмес жөнгө салынган | кайра калибрлөө | |
| Кайра кайтып келгенде цилиндрдеги басым жетишсиз | 1, бузулган же тыгылып калган төмөнкү басымдагы жардамчы клапан | Алмаштыруу же оңдоо |
| 2, кичинекей поршень пломбасы бузулган | алмаштыруу | |
| 3, кичинекей поршень "0" пломбасы бузулган | алмаштыруу | |
| Поршень сойлоп жүрөт | Май контурундагы аба | Алмаштыруу же оңдоо |
| Трансмиссиядагы катуу ызы-чуу | 1, подшипниктин бузулушу | алмаштыруу |
| 2, тиштүү жабдыктарды уруп же кийип жүрүү | Алмаштыруу же оңдоо | |
| Плиталардын жана рамкалардын ортосунда олуттуу агып кетүү |
| алмаштыруу |
| 2, пломбалоочу беттеги таштандылар | Таза | |
| 3, бүктөлүп, кабатталып калган ж.б.у.с. чыпка кездемеси. | Бүткөрүүгө же алмаштырууга квалификациялуу | |
| 4, кысуу күчү жетишсиз | Кысылуу күчүнүн тийиштүү түрдө жогорулашы | |
| Пластина жана рамка сынган же деформацияланган | 1. Фильтрдин басымы өтө жогору | басымды төмөндөтүү |
| 2, жогорку материалдык температура | Тийиштүү түрдө төмөндөтүлгөн температуралар | |
| 3, кысуу күчү өтө жогору | Кысуу күчүн тийиштүү түрдө жөндөңүз | |
| 4. Өтө тез чыпкалоо | Фильтрация ылдамдыгынын төмөндөшү | |
| 5, бүтөлүп калган тамактандыруу тешиги | Тамак берүүчү тешикти тазалоо | |
| 6, чыпкалоонун ортосунда токтоо | Фильтрациянын ортосунда токтоп калбаңыз | |
| Толтуруу системасы тез-тез иштейт | 1, гидравликалык башкаруу текшерүү клапаны бекем жабылган эмес | алмаштыруу |
| 2, цилиндрде агып кетүү | Цилиндр пломбаларын алмаштыруу | |
| Гидравликалык реверсивдүү клапандын иштебей калышы | Катушка тыгылып калган же бузулган | Багыттоочу клапанды бөлүктөргө бөлүп, тазалаңыз же алмаштырыңыз |
| Алдыга жана артка соккудан улам арабаны артка тартууга мүмкүн эмес. | 1, майлуу мотор майынын схемалык басымы төмөн | тууралоо |
| 2, басым релесинин басымы төмөн | тууралоо | |
| Процедураны аткарбоо | Гидравликалык системанын, электр системасынын бир компонентинин иштебей калышы | Текшерүүдөн кийин симптоматикалык түрдө оңдоңуз же алмаштырыңыз |
| Диафрагманын жабыркашы | 1, аба басымынын жетишсиздиги | Басма басымынын төмөндөшү |
| 2, Тоют жетишсиз | Камераны материал менен толтургандан кийин пресстөө | |
| 3. Диафрагманы бөтөн нерсе тешип кеткен. | бөтөн заттарды алып салуу | |
| Негизги нурдун ийилишинен улам бузулуу | 1. Начар же тегиз эмес пайдубалдар | Оңдоп-түзөө же кайра жасоо |
Окшош өнүмдөр
-

Агын сууларды толтуруу үчүн автоматтык чоң чыпкалоочу пресс...
✧ Продукциянын өзгөчөлүктөрү A, Фильтрация басымы: 0.6Mpa—-1.0Mpa—-1.3Mpa—–1.6mpa (тандоо үчүн) B, Фильтрация температурасы: 45℃/ бөлмө температурасы; 80℃/ жогорку температура; 100℃/ Жогорку температура. Ар кандай температурадагы өндүрүш чыпка плиталарынын чийки зат катышы бирдей эмес жана чыпка плиталарынын калыңдыгы да бирдей эмес. C-1, Чыгаруу ыкмасы – ачык агым: Ар бир чыпка плитасынын сол жана оң капталдарынын астына крандар жана дал келген раковина орнотулушу керек. Оп...
-

Кичинекей гидравликалык чыпка пресси 450 630 чыпкалоо...
-

Күчтүү коррозияга каршы шламды чыпкалоочу чыпка пресси
✧ Ыңгайлаштыруу Биз чыпкалоочу пресстерди колдонуучулардын талаптарына ылайыкташтыра алабыз, мисалы, стеллажды дат баспас болоттон жасалган, PP пластинасынан жасалган, чачыраткыч пластмассадан жасалган, күчтүү дат баскан же тамак-ашка ылайыктуу атайын тармактар үчүн, же болбосо учуучу, уулуу, кыжырдантуучу жыт же дат баскан ж.б. сыяктуу атайын чыпкалоочу суюктуктарга болгон атайын талаптар үчүн. Бизге өзүңүздүн деталдуу талаптарыңызды жөнөтүүгө кош келиңиз. Ошондой эле, биз азыктандыруучу насос, лента конвейери, суюктук кабыл алуучу клапан, чыпкалоочу кездемеден жасалган суу чайкоо системасы, баткак... менен жабдый алабыз.
-

Диафрагма чыпкалоочу пресс лента конвейери менен ...
✧ Продукциянын өзгөчөлүктөрү Диафрагма чыпка прессин дал келтирүүчү жабдыктар: лента конвейери, суюктукту кабыл алуучу клапан, чыпка кездемесин суу чайкоо системасы, ылай сактоочу бункер ж.б. A-1. Фильтрация басымы: 0.8Mpa;1.0Mpa;1.3Mpa;1.6Mpa. (Милдеттүү эмес) A-2. Диафрагма тортту сыгуучу басым: 1.0Mpa;1.3Mpa;1.6Mpa. (Милдеттүү эмес) B, Фильтрация температурасы: 45℃/ бөлмө температурасы; 65-85℃/ жогорку температура. (Милдеттүү эмес) C-1. Чыгаруу ыкмасы – ачык агым: Крандарды сол жана оң капталдарынын астына орнотуу керек...