
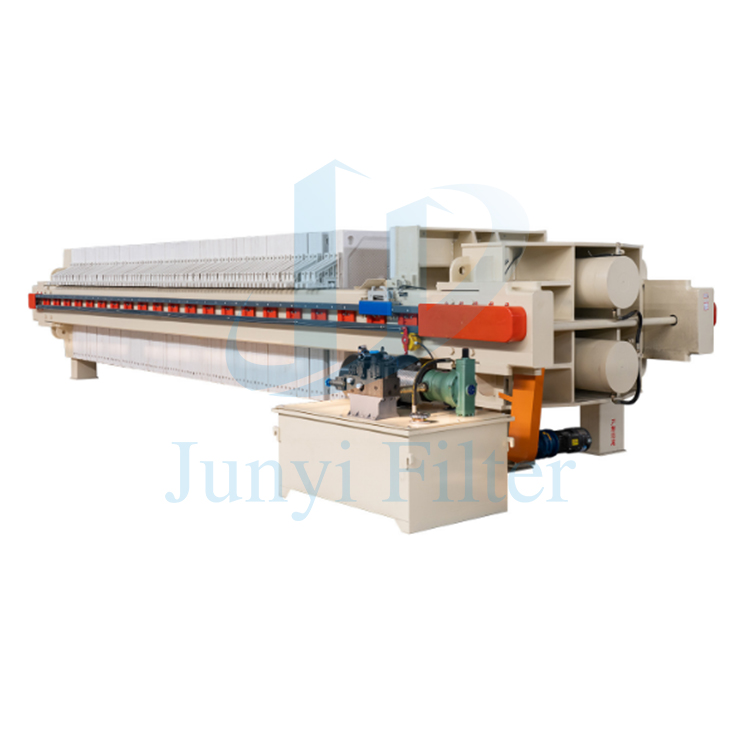
Агынды сууларды чыпкалоо үчүн автоматтык чоң чыпкалоочу пресс





✧ Продукт өзгөчөлүктөрү
А,Фильтрация басымы:0.6Mpa ---- 1.0Mpa ---- 1.3Mpa ----- 1.6mpa (тандоо үчүн)
Б,Фильтрация температурасы:45℃/ бөлмө температурасы; 80 ℃ / жогорку температура; 100℃/ Жогорку температура.ар кандай температура өндүрүш чыпкасы плиталардын чийки зат катышы бирдей эмес, чыпкасы плиталардын жоондугу бирдей эмес.
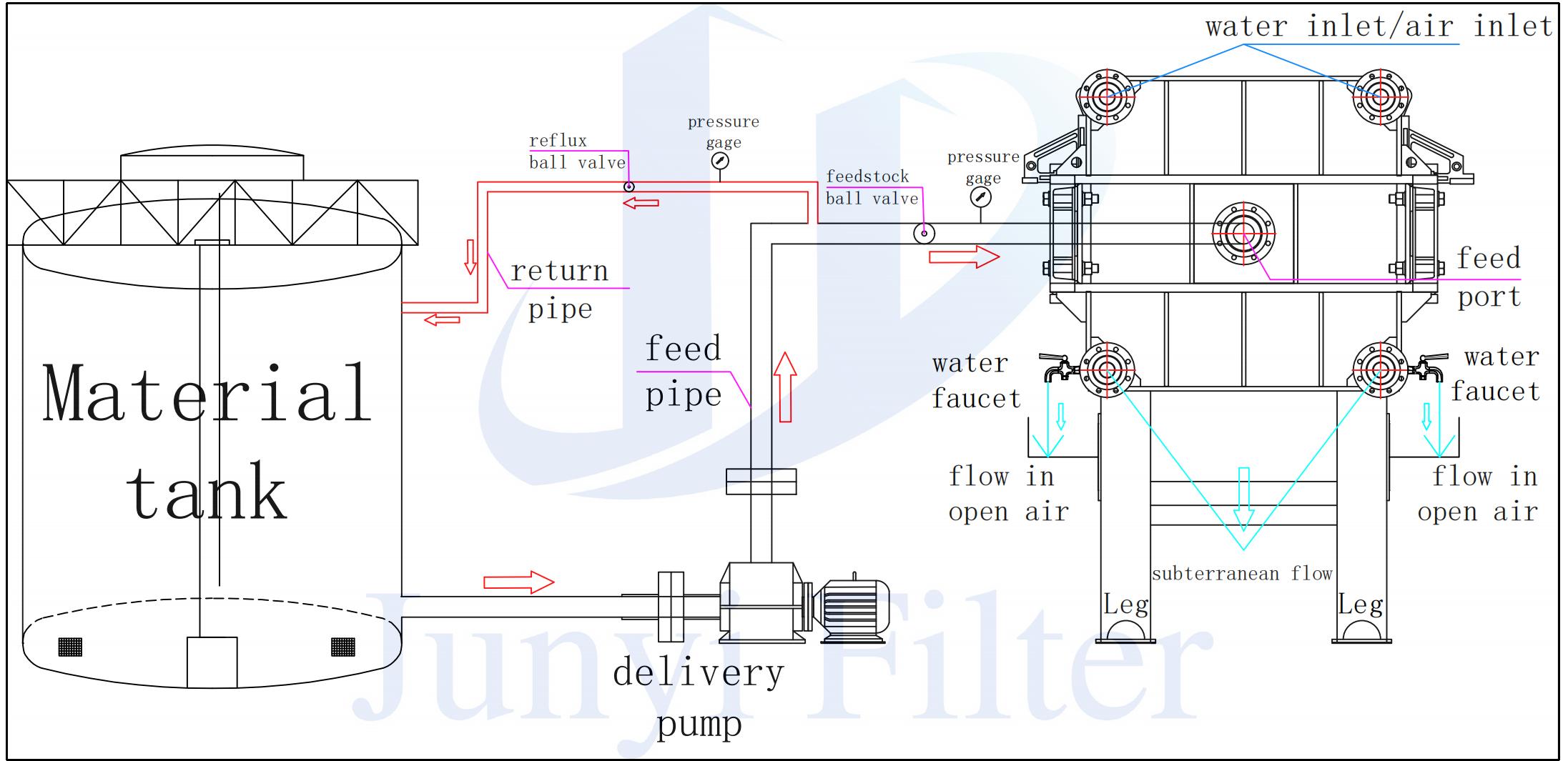
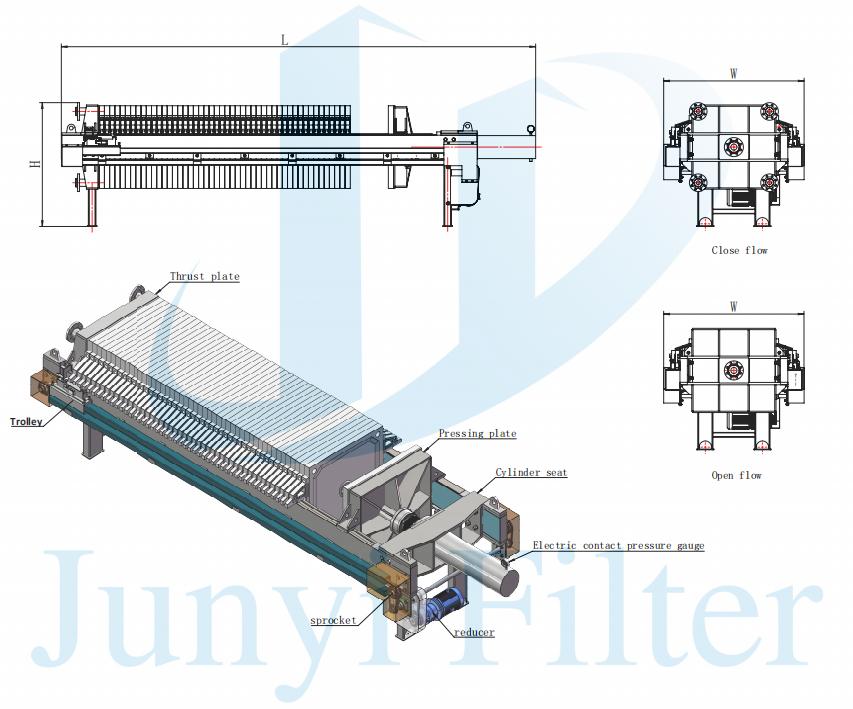
C-1,Агызып чыгаруу ыкмасы - ачык агым: Крандарды ар бир чыпкалоо пластинкасынын сол жана оң жагына жана ага ылайыктуу раковина орнотулушу керек. Ачык агым калыбына келтирилбеген суюктуктар үчүн колдонулат.
C-2,Суюктуктарды чыгаруу ыкмасы cжоготууflow:Чыпкалоочу пресстин азыктандыруу учунун астында суюктукту калыбына келтирүүчү резервуар менен туташтырылган эки жакын агып чыгуучу магистралдык түтүк бар. Эгерде суюктукту калыбына келтирүү керек болсо, же суюктук учуучу, жыттуу, күйүүчү жана жарылуучу болсо, кара агым колдонулат.
D-1,чыпка кездемесинин материал тандоо: Суюктуктун рН чыпка кездемесинин материалын аныктайт. PH1-5 кислоталуу полиэстер чыпкасы кездеме, PH8-14 щелочтуу полипропилен чыпкасы кездеме. Илешкектүү суюктук же катуу чыпка чыпкасын тандоо үчүн, ал эми илешкек эмес суюктук же катуу чыпкалуу чыпкалуу кездеме тандалат.
D-2,чыпкалуу кездеме сетка тандоо: Суюктук бөлүнүп, ар кандай катуу бөлүкчөлөрдүн өлчөмдөрү үчүн тиешелүү тордун саны тандалат. чыпка кездеме сетка диапазону 100-1000 тор. Микронду торго которуу (1UM = 15 000 сетка --- теорияда).
Э,Rack беттик дарылоо:PH мааниси нейтралдуу же алсыз кислота негизи; Фильтр пресстин рамкасынын бети адегенде кум менен чачылат, андан кийин праймер жана коррозияга каршы боек менен чачылат. PH мааниси күчтүү кислота же күчтүү щелочтуу, чыпкалоочу пресстин рамкасынын бети кум менен чачылат, праймер менен чачылат жана бети дат баспас болоттон жасалган же РР плитасы менен оролот.
F,Торт жуугуч фильтр: Катуу заттарды калыбына келтирүү керек болгондо, чыпкалуу торт күчтүү кислота же щелочтуу болот; Фильтр тортту суу менен жууш керек болгондо, жууган ыкмасын билүү үчүн электрондук кат жөнөтүңүз.
G,Фильтр пресс азыктандыруу насосун тандоо:Суюктуктун катуу-суюктук катышы, кычкылдуулугу, температурасы жана суюктуктун мүнөздөмөлөрү ар түрдүү, ошондуктан ар кандай тоют насостору талап кылынат. Сураныч, суроо үчүн электрондук кат жөнөтүү.



✧ Азыктандыруу процесси
✧ Колдонмо тармактары
Ал мунай, химия, боёк, металлургия, дарыкана, тамак-аш, көмүр жуугуч, органикалык эмес туз, спирт, химиялык, металлургия, дарыкана, жеңил өнөр жай, көмүр, тамак-аш, текстиль, айлана-чөйрөнү коргоо, энергетика жана башка тармактарда катуу-суюктук бөлүү процессинде кеңири колдонулат.
✧ Фильтр прессине буйрутма берүү нускамалары
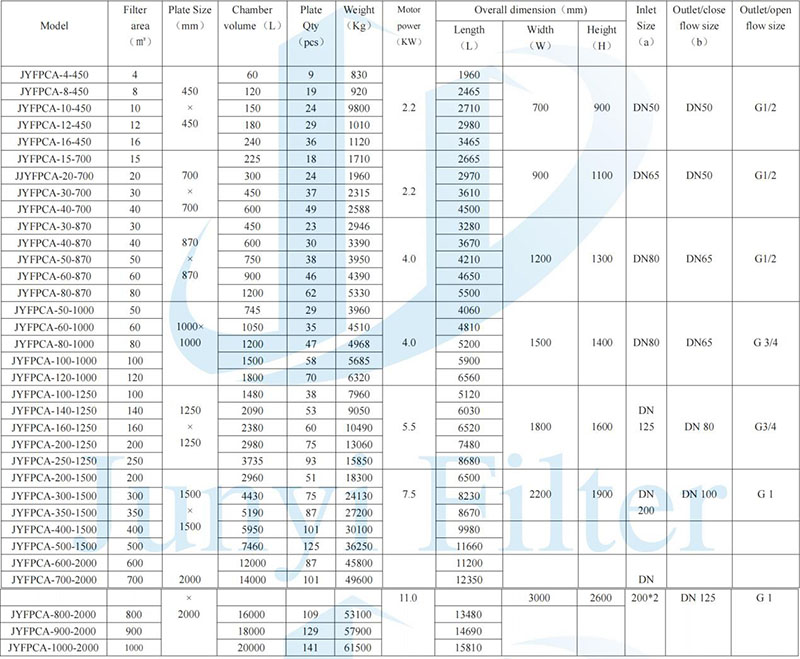
1. чыпка басма сөз тандоо колдонмосун карагыла, чыпка басма сөз сереп, спецификациялар жана моделдер, тандоомуктаждыктарына жараша модели жана көмөкчү жабдуулар.
Мисалы: чыпкалуу торт жуулабы же жуулабы, чыпка ачыкпы (көрүнгөн агым) же жабык (көрүнбөгөн агым),стойка коррозияга туруктуубу же жокпу, иштөө режими ж.бкелишим.
2. кардарлардын өзгөчө муктаждыктарына ылайык, биздин компания иштеп чыгуу жана өндүрүү мүмкүнстандарттуу эмес моделдер же ылайыкташтырылган буюмдар.
3. Бул документте берилген продукт сүрөттөр маалымат үчүн гана болуп саналат. өзгөртүүлөр болгон учурда, бизэч кандай билдирүү бербейт жана чыныгы тартип үстөмдүк кылат.
✧ Фильтр-прессти колдонууга коюлган талаптар
1. Процесстин талаптарына ылайык, түтүктү туташтыруу жана сууга кирүү тестин жүргүзүү, түтүктүн аба өтпөгөндүгүн аныктоо;
2. Кирүүчү кубат менен камсыздоону туташтыруу үчүн (3 фаза + нейтралдуу), электр башкаруу шкафы үчүн жер зымын колдонуу жакшы;
3. Башкаруу кабинети менен курчап турган жабдуулардын ортосундагы байланыш. Кээ бир зымдар туташтырылган. Башкаруу кабинетинин чыгыш линиясынын терминалдары этикеткаланган. Зымдарды текшерүү жана аны туташтыруу үчүн схемага кайрылыңыз. Бекитилген терминалда кандайдыр бир боштук бар болсо, кайра кысып коюңуз;
4. Гидравликалык станцияны 46 # гидравликалык май менен толтуруңуз, гидравликалык май резервуарды байкоо терезесинде көрүлүшү керек. Эгерде чыпка пресс 240 саат бою үзгүлтүксүз иштесе, гидравликалык майды алмаштырыңыз же чыпкалаңыз;
5. Цилиндрдин манометрин орнотуу. Орнотуу учурунда кол менен айланбоо үчүн ачкычты колдонуңуз. Манометр менен май цилиндринин ортосундагы байланышта O-шакекти колдонуңуз;
6. Май цилиндри биринчи жолу иштегенде гидростанциянын моторун саат жебеси боюнча (мотордо көрсөтүлгөн) айлантуу керек. мунай цилиндр алдыга түртүп жатканда, манометр базасы абаны чыгаруу керек, ал эми мунай цилиндр бир нече жолу алдыга жана артка түртүп керек (манометрдин жогорку чеги басымы 10Mpa) жана аба бир эле учурда бошотулушу керек;
7. чыпка пресс биринчи жолу иштейт, тиешелүүлүгүнө жараша ар кандай милдеттерди иштетүү үчүн башкаруу кабинетинин кол абалын тандоо; Функциялар нормалдуу болгондон кийин, сиз автоматтык абалды тандай аласыз;
8. Чыпкалоочу чүпүрөктү орнотуу. Фильтрдик прессти сыноодон өткөрүүдө чыпкалоочу пластинка алдын ала чыпкалуу кездеме менен жабдылышы керек. Фильтр чүпүрөктү чыпкалоочу пластинкага орнотуңуз, чыпка чүпүрөк жалпак болушун жана эч кандай бүктөлгөн жери же бири-бирин кайталаган жерлери жок экенин текшериңиз. Чыпка чүпүрөк жалпак болушун камсыз кылуу үчүн чыпка пластинасын кол менен түртүңүз.
9. Фильтр прессти иштетүүдө авария болуп калса, оператор авариялык токтотуу баскычын басып же авариялык жипти тартат;
✧Негизги мүчүлүштүктөр жана кемчиликтерди жоюу ыкмалары
| Ката феномени | Fault Principle | Проблемаларды чечүү |
| Гидравликалык системада катуу ызы-чуу же туруксуз басым | 1、Май насосу бош же мунай соргуч түтүк бөгөлгөн. | Май куюучу май куюу, соргуч түтүктүн агып кетүүсүн чечүү |
| 2、Фыпка пластинкасынын мөөр бети ар кандай заттар менен кармалат. | Таза жабуу беттерин | |
| 3、Мунай схемасындагы аба | Чыгарылган аба | |
| 4、Мунай насосу бузулган же эскирген | Алмаштырыңыз же оңдоңуз | |
| 5、Жардам берүүчү клапан туруксуз | Алмаштырыңыз же оңдоңуз | |
| 6、Тоордун титирөөсү | Катуу же бекемдөө | |
| Гидравликалык системада басым жетишсиз же жок | 1, Май насосунун бузулушу | Алмаштырыңыз же оңдоңуз |
| кайра калибрлөө | |
| 3、Мунай илешкектүүлүгү өтө төмөн | Майды алмаштыруу | |
| 4、Мунай насос системасында агып кетүү бар | Экспертизадан кийин оңдоо | |
| Кысуу учурунда цилиндрдин басымы жетишсиз | 1、Бузулган же тыгылып калган жогорку басымды басаңдатуучу клапан | Алмаштырыңыз же оңдоңуз |
| 2, Бузулган артка клапан | Алмаштырыңыз же оңдоңуз | |
| 3, Бузулган чоң поршень пломбасы | алмаштыруу | |
| 4、Бузулган кичинекей поршень "0" пломбасы | алмаштыруу | |
| 5、Бузулган мунай насосу | Алмаштырыңыз же оңдоңуз | |
| 6、Басым туура эмес туураланган | кайра калибрлөө | |
| Кайтып келүүдө цилиндрдин басымы жетишсиз | 1、Төмөн басымды түшүрүүчү клапан бузулган же тыгылып калган | Алмаштырыңыз же оңдоңуз |
| 2, Бузулган кичинекей поршень пломбасы | алмаштыруу | |
| 3、Бузулган кичинекей поршень "0" пломбасы | алмаштыруу | |
| Поршень сойлоп баратат | Май айланмасындагы аба | Алмаштырыңыз же оңдоңуз |
| Олуттуу берүү ызы-чуу | 1, Подшипник зыян | алмаштыруу |
| 2、Тескери шаймандардын урулуп же эскилиги | Алмаштырыңыз же оңдоңуз | |
| Пластиналар менен рамкалардын ортосунда олуттуу агып кетүү |
| алмаштыруу |
| 2, Мөөр бетиндеги сыныктар | Таза | |
| 3、Чыпкалоочу кездеме бүктөлгөн, кабатталган ж.б. | Бүтүрүү же алмаштыруу үчүн квалификациялуу | |
| 4, жетишсиз кысуу күчү | кысуу күчүн тиешелүү жогорулатуу | |
| Пластина жана рамка сынган же деформацияланган | 1, Фильтрдин басымы өтө жогору | басымды төмөндөтүү |
| 2 、 Материалдын жогорку температурасы | Тиешелүү төмөндөтүлгөн температуралар | |
| 3, кысуу күчү өтө жогору | Кысуу күчүн туура тууралаңыз | |
| 4、Өтө тез чыпкалоо | Чыпкалоо ылдамдыгы кыскарды | |
| 5、Быкталган тоют тешиги | Жеткирүү тешигин тазалоо | |
| 6, фильтрациянын ортосунда токтоп калуу | Фильтрациянын ортосунда токтоп калбаңыз | |
| Толуктоо системасы тез-тез иштейт | 1, Гидравликалык башкаруу текшерүү клапаны бекем жабылган эмес | алмаштыруу |
| 2、Цилиндрдеги агып кетүү | Цилиндр пломбаларын алмаштыруу | |
| Гидравликалык тескери клапан бузулушу | Спуль тыгылып калган же бузулган | Багыттоочу клапанды демонтаждоо жана тазалоо же алмаштыруу |
| Троллейбус алдыга-артына тийгендиктен артка тартыла албайт. | 1、Төмөн май мотор майы чынжыр басымы | тууралоо |
| 2, басым релесинин басымы төмөн | тууралоо | |
| Процедураларды аткарбоо | Гидравликалык системанын, электр системасынын тетиктеринин бузулушу | Текшерүүдөн кийин симптоматикалык түрдө оңдоо же алмаштыруу |
| Диафрагма зыяны | 1, жетишсиз аба басымы | Кыскартылган басма басымы |
| 2、Жетишсиз тоют | Камераны материал менен толтургандан кийин басуу | |
| 3、бөтөн нерсе диафрагманы тешип кеткен. | бөтөн заттарды алып салуу | |
| Негизги нурга ийилген зыян | 1、Начар же тегиз эмес пайдубалдар | Реконструкциялоо же кайра жасоо |
Тектеш продуктылар
-

Чакан гидравликалык чыпка пресс 450 630 чыпкалоо...
-

Чакан кол менен Jack чыпка басуу
✧ Продукт өзгөчөлүктөрү A、Фльтрация басымы<0,5Мпа B、Фльтрация температурасы:45℃/ бөлмө температурасы; 80 ℃ / жогорку температура; 100℃/ Жогорку температура. ар кандай температура өндүрүш чыпкасы плиталардын чийки зат катышы бирдей эмес, чыпкасы плиталардын жоондугу бирдей эмес. C-1、Агызып чыгаруу ыкмасы – ачык агым: Крандарды ар бир чыпкалоочу табакчанын сол жана оң жагына жана дал келген раковинага орнотуу керек. Ачык агым калыбына келтирилбеген суюктуктар үчүн колдонулат. C-2, Liqui...
-

Диафрагмалык фильтр пресс ленталуу конвейер менен...
✧ Продукт өзгөчөлүктөрү Диафрагма чыпкасы прессти дал келүүчү жабдуулар: Тастык конвейер, суюктуктарды кабыл алуучу капкак, чыпкалуу кездемеден суу чайкоо системасы, ылай сактоочу бункер ж.б.у.с. A-1. Фильтрация басымы: 0.8Mpa;1.0Mpa;1.3Mpa;1.6Mpa. (Милдеттүү эмес) A-2. Диафрагма кысуу торт басымы: 1.0Mpa;1.3Mpa;1.6Mpa. (Милдеттүү эмес) B, Фильтрация температурасы: 45℃/ бөлмө температурасы; 65-85℃/ жогорку температура.(Кошумча) C-1. Агызып чыгаруу ыкмасы - ачык агым: Крандарды сол жана оң жактардын астына орнотуу керек ...